




 熱轉印碳帶分切機
熱轉印碳帶分切機 條碼碳帶分切機
條碼碳帶分切機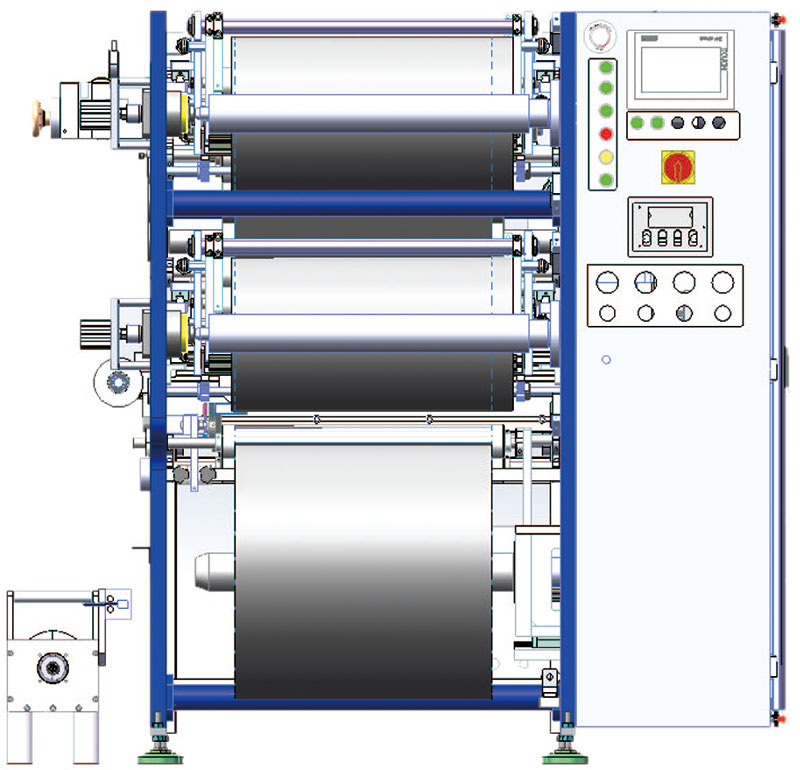 定制型鋰電材料分切機
定制型鋰電材料分切機 銅箔分切機
銅箔分切機 修正帶分切機
修正帶分切機 全自動碳帶分切機 RSDS8 PLUS
全自動碳帶分切機 RSDS8 PLUS


服務熱線
180-5003-0233
分切機長期穩定運行的秘密在于材料選擇、結構優化和科學維護的有機結合。以下從這三個維度為您詳細解析:

一、材料選擇的黃金法則
1. 核心部件材料標準
? 刀具系統:采用粉末冶金高速鋼(如ASP-23)或納米涂層硬質合金,硬度需達HRC62以上
? 導輥組件:選用42CrMo調質鋼,表面鍍硬鉻處理(厚度≥0.05mm)
? 軸承座:推薦使用QT600-3球墨鑄鐵,抗拉強度≥600MPa
2. 材料性能匹配原則
? 摩擦副配對:遵循"硬對軟"原則(如陶瓷刀軸配銅合金軸承套)
? 熱膨脹系數:相鄰部件溫差ΔT≤30℃時,膨脹系數差應<1.5×10??/℃
二、結構設計的7大關鍵點
1. 應力分散設計
? 采用箱體式機架,壁厚≥25mm
? 關鍵部位加強筋布置角度45±5°
? 動態平衡等級需達到G2.5級(ISO1940標準)
2. 模塊化設計
? 刀座模塊更換時間≤15分鐘
? 采用快拆式氣動鎖緊裝置(工作壓力0.6-0.8MPa)
3. 熱管理設計
? 主軸溫升控制:ΔT≤15℃(室溫25℃時)
? 配備循環油冷系統(流量≥20L/min)

三、維護保養的精準周期
1. 分級維護體系
? 日常維護(每8小時):
? 刀具清潔(使用專用清洗劑)
? 導軌潤滑(ISO VG68級潤滑油)
? 預防性維護(每400小時):
? 軸承游隙檢測(徑向間隙≤0.02mm)
? 皮帶張力測試(撓度≤15mm/10N壓力)
2. 關鍵參數監控閾值
? 振動監測:刀軸振動速度≤2.5mm/s(RMS值)
? 溫度報警:軸承溫度≥75℃觸發二級報警
? 精度衰減:分切精度誤差超過±0.15mm需立即校準
四、常見故障的工程解決方案
1. 帶狀切邊毛刺
? 優先檢查:刀具徑向跳動(應≤0.01mm)
? 解決方案:采用負前角刀具(γ=-5°~-8°)
2. 收卷蛇形跑偏
? 調整順序:先校正糾偏輥平行度(≤0.03mm/m)
? 再檢查氣壓值(0.4±0.02MPa)
3. 異常振動處理流程
① 停機后立即標記相位
② 優先檢查聯軸器對中(偏差≤0.05mm)
③ 最后做動平衡校正(殘余不平衡量≤1g·cm)

五、智能化升級建議
1. 加裝狀態監測系統
? 推薦采樣頻率:振動信號≥10kHz
? 溫度監測點:軸承/電機/液壓站三點必測
2. 預測性維護實施
? 建立振動趨勢模型(建議采集≥500小時數據)
? 設置三級預警閾值(注意值/警戒值/危險值)
通過以上技術要點的系統實施,分切機MTBF(平均無故障時間)可提升至8000小時以上,刀具使用壽命延長30-40%。建議建立完整的設備健康檔案,記錄每次維護的振動頻譜和溫度曲線,為后續優化提供數據支撐。