




 熱轉印碳帶分切機
熱轉印碳帶分切機 條碼碳帶分切機
條碼碳帶分切機 銅箔分切機
銅箔分切機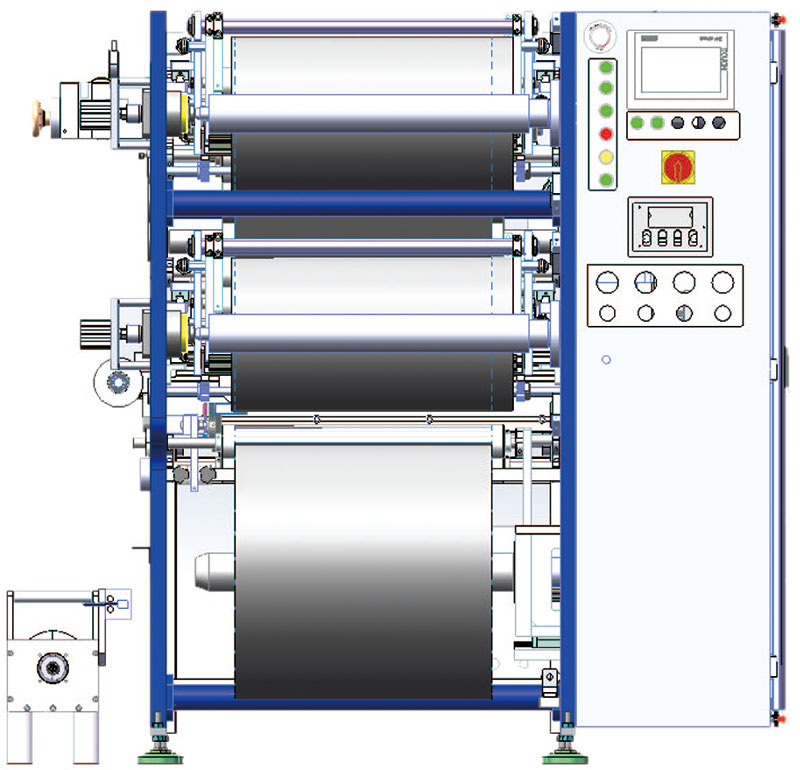 定制型鋰電材料分切機
定制型鋰電材料分切機 修正帶分切機
修正帶分切機 全自動碳帶分切機 RSDS8 PLUS
全自動碳帶分切機 RSDS8 PLUS


服務熱線
180-5003-0233
分切機的核心技術參數(精度、速度、張力控制)直接影響分切質量和生產效率。以下是針對這三項參數的詳細解析及相互關系說明:
1. 精度(分切精度)
定義:分切精度指分切后材料的寬度偏差(如±0.1mm)或邊緣整齊度,是衡量分切機核心性能的關鍵指標。
關鍵因素:
? 機械結構:高剛性機架、精密導軌(如直線導軌)、伺服驅動系統可減少振動和偏差。
? 刀片類型:圓刀(高速適用)或平刀(高精度適用)的選擇,以及刀具的材質(硬質合金/陶瓷)和磨損狀態。
? 糾偏系統:光電或超聲波傳感器實時監測材料邊緣位置,通過閉環控制調整材料橫向位置。
? 材料特性:薄膜、紙張等不同材料的延展性、厚度均勻性會影響實際分切精度。
應用場景:
? 鋰電池隔膜分切要求精度≤±0.05mm,而普通包裝膜可能僅需±0.2mm。

2. 速度(分切速度)
定義:分切機運行的最大線速度(單位:m/min),直接影響生產效率。
關鍵因素:
? 驅動系統:伺服電機(響應快)優于變頻電機,加速度和減速性能影響高速下的穩定性。
? 動態平衡:高速運行時,收放卷軸的動平衡、軸承精度需匹配,避免抖動。
? 控制系統:PLC或專用控制器需具備高速信號處理能力(如1ms內的響應周期)。
? 材料適應性:薄型材料(如PET膜)可達600m/min,而厚紙板可能限制在200m/min以下。
速度與精度的權衡:
? 速度提升可能導致振動增大、張力波動,需通過主動減振或自適應控制補償。

3. 張力控制
定義:對材料在放卷、分切、收卷過程中的拉伸力控制(單位:N或%),防止材料變形或斷裂。
控制方式:
? 開環控制:預設張力值,適用于低速簡單場景(誤差較大)。
? 閉環控制:通過張力傳感器(應變片或浮動輥)反饋實時調整磁粉離合器/伺服扭矩。
? 錐度張力:收卷時隨卷徑增大線性降低張力,避免內層材料受壓變形。
關鍵參數:
? 張力范圍:如5-500N(根據材料抗拉強度選擇)。
? 響應時間:通常需<50ms,高速分切要求更高。
影響案例:
? 薄膜分切時張力過大會導致拉伸變形,影響后續印刷套準;張力不足則可能收卷不齊。

三者的協同關系
1. 精度與張力:張力波動會導致材料微小伸縮,直接影響分切精度。閉環張力控制可減少誤差。
2. 速度與張力:高速下慣性增大,需更快的張力響應。例如,采用前饋控制預測卷徑變化。
3. 速度與精度:通常需犧牲部分速度以保障高精度,但通過高剛性機械設計和先進算法(如模糊PID)可優化二者平衡。
選型與優化建議
? 高精度場景(如光學膜):優先選擇伺服驅動+氣動壓輥+激光在線測寬系統。
? 高速場景(如標簽紙):配備雙軸收卷切換、主動消振刀架。
? 張力敏感材料(如無紡布):采用全浮動輥閉環控制,搭配張力曲線自學習功能。
通過理解這些參數的相互作用,用戶可根據具體材料(金屬箔、復合材料等)和生產需求(量產vs.高精度)調整分切機配置,或通過OEM定制特殊功能(如恒張力錐度控制)。實際應用中,建議通過試切和參數迭代(如PID增益調整)找到最優組合。