




 熱轉印碳帶分切機
熱轉印碳帶分切機 條碼碳帶分切機
條碼碳帶分切機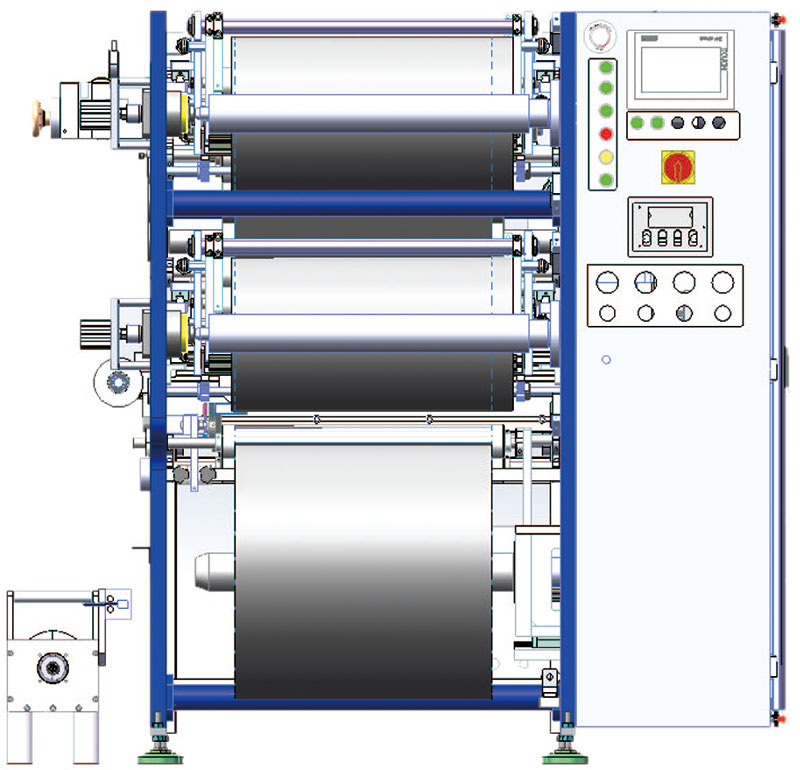 定制型鋰電材料分切機
定制型鋰電材料分切機 修正帶分切機
修正帶分切機 銅箔分切機
銅箔分切機 全自動碳帶分切機 RSDS8 PLUS
全自動碳帶分切機 RSDS8 PLUS服務熱線
180-5003-0233
金屬帶材的精密分條是分切機通過多系統協同實現的精密加工過程,其核心在于高精度控制與工藝優化。以下是實現精密分條的關鍵技術環節:
1. 高剛性分切系統
? 圓盤刀具配置:采用硬質合金或金剛石涂層刀片,刃口徑向跳動≤0.003mm,刀具壽命可達1000km切割長度。精密級分切機配備液壓或伺服驅動的刀具間隙控制系統,調節精度達±0.001mm。
? 多軸同步技術:主傳動軸與收放卷軸采用閉環伺服控制,速度同步誤差<0.05%,配合張力傳感器實現動態補償。
2. 智能張力控制
? 多段式張力模型:入口張力(通常為材料屈服強度的15-20%)、分切區微張力(3-5%)、卷取張力梯度控制(隨卷徑增大線性遞減)。磁粉制動器+矢量電機的復合控制可使張力波動<±1N。
? 邊緣位置檢測:激光CCD對邊系統(分辨率0.01mm)配合PID算法實現±0.1mm的跑偏控制,確保帶材進入分切模組的垂直度。
3. 動態分切補償技術
? 熱變形補償:刀具溫度監測系統實時調節冷卻液流量,將刀片工作溫度控制在±2℃范圍內,減少熱膨脹導致的切寬偏差。
? 振動抑制:采用有限元分析優化的機床結構,配合主動減振裝置,將分切過程中的振動加速度控制在0.05g以下。

4. 工藝數據庫系統
? 針對不同材料(不銹鋼、銅合金等)建立切削參數庫,包括:
? 刀具線速度(不銹鋼通常30-50m/min)
? 重疊量(薄帶材為料厚的5-8%)
? 后角(通常12-15°)
5. 質量閉環控制
? 在線檢測系統實時監測:
? 條寬公差(可達±0.02mm)
? 毛刺高度(<料厚的3%)
? 邊緣垂直度(<0.01mm/mm)
通過機器學習算法自動修正工藝參數。

6. 精密卷取技術
? 采用恒線速度卷取(張力錐度控制在8-12%),配合氣脹軸(徑向跳動<0.005mm)和EPC糾偏,確保卷材端面齊整度<0.1mm。
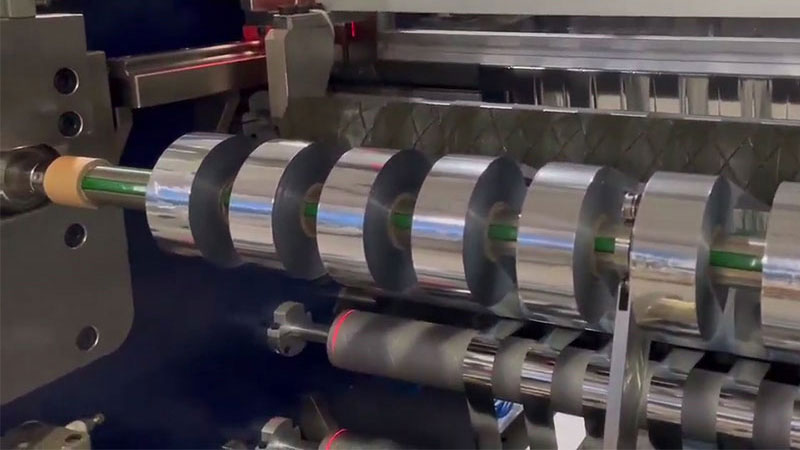
典型應用案例:
在鋰電銅箔分切中,6μm厚度的極薄帶材可實現:
? 分條速度150m/min
? 最小分條寬度1.5mm
? 寬度公差±2μm
? 無毛刺切割(Burr-free)
現代高端分切機已集成數字孿生系統,通過虛擬調試提前優化參數,將試機損耗降低60%以上。關鍵是要根據材料特性(如304不銹鋼與6061鋁合金的延展性差異)選擇差異化的工藝方案,這對實現精密分條至關重要。



Copyright © 2010-2025, Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. Change To Meet Changes
閩公網安備35021202000612號|閩ICP備2023012326號|以改變,應萬變